 工程技术中心
通知通告
工程技术中心
通知通告
1.技术规格
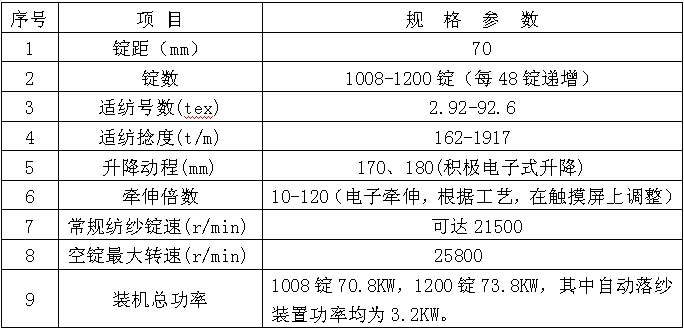
TH598J新一代集聚纺自动落纱细纱机适用于棉、棉型化纤的纯纺或混纺及≤51毫米化纤的纯纺或混纺。该机适纺品种,原料范围广,既有利于配棉又可降低成本,可配置四罗拉负压式集聚纺或卡摩纺、集体落纱(钢带式)、粗细联、细络联、断头检测等模块化功能。其主要技术规格:(见表1)
表1
2.机械结构特点
TH598J新一代集聚纺自动落纱细纱机主要机械结构特点如下:
2.1 集聚纺整体设计、优化的纺纱断面
目前市场上集聚纺细纱机有两种形式:老机改造型一种龙筋下移,拼装式的,另一种是抬高罗拉座改造式的,它们都使得纺纱角度、纱线长度发生变化,存在断头率增加,纱线指标恶化的缺陷。TH598J新一代集聚纺自动落纱细纱机采用了同和独特的集聚纺整体设计专利技术,保持百年来人类优化总结的纺纱角度和纱线长度,大大地提高了锭速,降低了断头率,优化了纱线指标。
另外该款细纱机配备集聚纺有两种形式,一是,大家在市场上见到的同和集聚纺改造、TH578J、TH518J等普通细纱机均采用的自主研发的四罗拉负压式集聚纺;二是卡摩纺,同和公司的真正代表世界水平的网孔罗拉集聚纺装置,它是具备世界一流水平的,同和公司和瑞士立达是世界上唯此两家可以生产网孔罗拉负压式集聚纺细纱机的企业。
2.2 高速整体设计
2.2.1 模块化设计
机架采用框架式结构,由整体中墙板、钢管式机梁、左右通用化龙筋,轴销固连接而成框架,提高了机架的整体刚性,结构紧凑、稳固。实现了每跨零部件模块化装配装箱,提高了安装精度与工作效率,且每跨3块,提高了高速时的稳定性。
2.2.2 高精度主轴
我们采用合金钢材质,解决传统45钢主轴,加工后易变性,跳动大等问题其机械性能更加稳定,另外采用搭接抱合联接结构,有效的解决采用传统键连接影响主轴直线度,不利于高速的问题,自制高精度主轴,径向跳动小于0.01mm。
2.2.3 高精度滚盘
传统滚盘有铁皮、塑料两种,其标准跳动在0.25mm,远远满足不了细纱机的高速要求,为此我司开发了铝合金材质的滚盘,经过加工中心的车削,单个跳动保证在0.01mm,装于上述的主轴后跳动0.03mm。另外,由于采用铝合金材质,其不存在塑料滚盘磨损、老化问题及铁皮滚盘的变形问题。做到了永不磨损、永不老化、永不变形。
2.2.4 齿接式锭带
传统锭带采用搭接式,运转方向有要求。锭速18000以上,尺寸、性能等易发生变化,影响成纱质量。为此我们采用齿接锭带,无运转方向限制,节能,噪音低。锭速20000r/min以上,尺寸、性能等稳定,有利于成纱质量。
2.2.5 独立锭子驱动
传统细纱机主马达驱动锭子、罗拉,有的还驱动钢领板,由于机械联动同步制约,不利于高速。TH598J新一代集聚纺自动落纱细纱机各传动均采用独立电机同步传动,用PLC闭环控制同步传动代替传统齿轮传动。锭子驱动方面由主马达独立传动,实现卷绕独立驱动,变频调速自动控制,为高速提供条件。
2.3 智能电子式牵伸
牵伸采用同和独特的电机传动,实现了智能电子式牵伸:各列罗拉采用单电机传动机构,用PLC闭环控制代替机械式变换齿轮传动,使得纺纱品种变换均由计算机完成,变换品种省时省力;另外,车头车尾配置专用的行星减速箱、闭式的齿轮箱及低速高扭矩同步带传动链,保证了车头车尾洁净无油,降低了机械维护和备件材料成本,提高了整机的质量和稳定性。
2.4 积极电子式升降
钢领板导纱板升降采用电子凸轮,数字化卷绕,卷绕级升有关的参数仅需在操作面板上即可完成设定,保证了优良的纺纱成形。另外,钢领板导纱板级升采用螺杆积极刚性升降闭式传动结构,解决了传统牵吊带消极柔性开式收放升降时易粘花塞花,导致钢领板叶子板走动,且折回时抖动、打顿现象明显,直接影响纱线的断头,及恶化纱线指标的问题。实现了钢领板永久无走动、折回时平稳无抖动,降低千锭时断头,管纱成形一致性好,更加适应高速络筒退解。
另外,TH598J新一代集聚纺自动落纱细纱机电子式升降、电子式牵伸、锭子独立同步驱动,在触摸屏上可以更简便的优化设量升降参数,可使得落纱留头更好。
2.5 新型集体落纱装置
集落采取自主研发设计的钢带托盘复合形式,采用单气缸控制及伺服控制系统。寄放站下置,落纱时间≤2.5min,高效高产。握纱横梁配置气囊式握纱器,其气囊寿命更长,工作所需气压不到传统活塞式握纱器工作气压的一半(2kg),且握持力相当,另外,柔性包裹式握持,受力较均匀,在不损伤纱线及锭子的同时,有效确保了拔插纱管的可靠性。托盘输送系统运用同步带传动原理,独特固定输送装置,精准定位,不受外界干扰,确保了空满管交换及拔插管率。根本上解决了传统托盘式集落装置,易崩盘、托盘定位精度差、落纱时间长、气缸寿命短等一系列问题,
2.6 智能化、人性化、多功能操作界面
采用PLC可编程控制器,通过多功能彩色触摸屏实现人机对话,锭速分段曲线控制、纺纱定长任意调整、集体落纱模式切换控制、管纱卷绕成形、牵伸倍数及捻度等相关工艺参数的设定或变更,方便快捷、安全可靠。另外,触摸屏具有实时设备工作状态、生产数据、工艺参数、设备故障提示等功能,便于生产管理,明显提高设备的整机技术性能。再者,其还配有与云平台、大数据、互联网等信息技术的相结合的数据接口,使得在生产领域,便于建立云平台,实现机器的集中控制与联网管理,监控运转状况、设置运行参数、控制制造过程,进一步提高生产效率;在品质控制环节,通过对大数据采集与分析,有助于生产工艺的优化与机械质量的改进;在销售售后领域,通过互联网平台实现资源的有效配置,减少流通环节,由此带动行业运行成本进一步降低。
3.实践效果
我司自主研发的TH598J新一代集聚纺自动落纱细纱机在河南永安纺织有限公司运行试验,经过长期的纺纱实践证明,设备运行稳定,性能优良,纺纱质量好,自动化、人性化程度高。现以生产的JC 9.7tex纱为例介绍其实践情况。
3.1 配棉情况
JC 9.7tex纱线所用的原料配棉等级2.5级,主体长度29.6mm,短绒率13.4%,马克隆值4.0,Modal纤维细度1.33 dtex,长度38mm,单纤维强度3.0cN/tex,回潮率10.7%,体积比电阻2.7*10^7Ω•cm
3.2 细纱机工艺配置
主要工艺参数:粗纱定量450tex,细纱JC 9.7tex,锭速19500r/min,总牵伸倍数46.4倍,后牵伸倍数1.25倍,罗拉隔距16.8mm*38mm,钳口隔距2.5mm,捻系数396,配置同和JBYJ-145(宽爪)板簧摇架,辊加压170N*160N*165N, 无锡兰翔LX966型胶辊,布雷克PG1-3854钢领,NOVIBRA HP-S68-7锭子,布雷克 udr12/0号钢丝圈。
3.3 成纱质量及运转效果对比
从长时间的运转时间来看,TH598J新一代集聚纺自动落纱细纱机高速情况下运转稳定,纺纱质量稳定,质量指标均在客户内控范围以内,实现了高效率产出。CJ 9.7tex纱线的生产过程中各项指标如下:(与其他厂家细纱机同工艺同品种对比试验,见表2)
表2
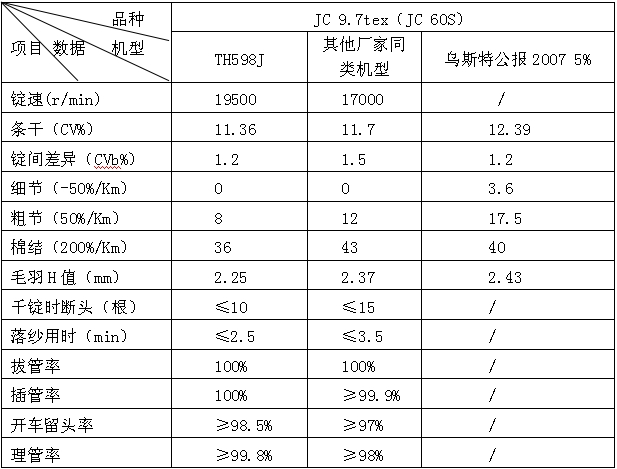
由以上数据可以看出,TH598J新一代集聚纺自动落纱细纱机在高速情况下,成纱质量仍优于同类机型。细纱机的千锭时断头对机器的效率及用工等有直接的影响,TH598J新一代集聚纺自动落纱细纱机通过对电子牵伸的设计、纺纱断面的优化、钢领板导纱板积极电子升降的设计及大小中纱锭速变频控制,为机器高速运转减少断头提供了有力保证。从长时间的运转来看,千锭时断头一直保持在10根以内。另外,集体落纱装置落纱时间短、稳定可靠,极大地降低了挡车工的劳动强度,提高了劳动生产效率。同时,亦可与自动落纱粗纱机及细络联型自动络筒机对接,实现粗细络联连续化生产。
手机版

公众号

