 新闻中心
行业资讯
新闻中心
行业资讯
1 超大牵伸装置开发优势及方案设计
1.1超大牵伸装置的开发优势
常州同和纺织机械制造有限公司生产的罗拉、摇架等专件在国内居于领先地位,达到了国际先进水平,已成功研制出六锭新一代无机械波罗拉。瑞士SMM和德国SKF等公司开发的新型单锭传动的锭速可达到35000转/分。这些高质量的专件具备了开发超大牵伸装置的首要条件。
1.2四罗拉超大牵伸装置的方案设计
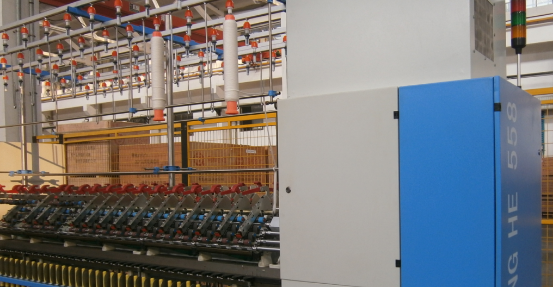
四个伺服电机分别驱动前罗拉、中罗拉、中后罗拉和后罗拉。四罗拉牵伸,隔距分配:前中42~44;中后45~55;后后62~66,双皮圈式板簧摇架加压。整个方案的设计如图1所示,实物图如图2所示。
(1)牵伸倍数分配
超大牵伸细装置选用四罗拉四皮圈式板簧摇架加压,以适应稳定量粗纱喂入牵伸的要求,牵伸倍数能达到20~250倍之间。具体分配如图3所示:前区牵伸倍数控制在10~50倍左右,中区牵伸倍数控制在2~4倍,后区牵伸倍数控制在1.5倍以内。
(2)加捻卷绕装置
采用超大牵伸后,要获取合理的机械和纺纱效率,纱线的输出速度必然比传统的环锭纺纱速度有较大提高,锭子每分钟速度将达到20000转甚至更高,因此对卷绕装置中的专件要求非常高,需要选配高速易保养锭子、纲领、钢丝圈和锭带等。
(3)控制部分
罗拉均采用伺服电机单独控制,整体实现无齿轮传动。四根罗拉的速度由纺纱工艺的参数来决定。设后罗拉的速度为n1,中后罗拉的速度为n2,中罗拉的速度为n3,前罗拉的速度为n4。按照前区牵伸达到50倍,中区牵伸达到4倍,后区牵伸达到1.25倍,总的牵伸倍数可达到250倍。在程序中,可按纺纱工艺参数和牵伸倍数的分配进行如下计算:
n2=1.25*n1;
n3=4*n2=4*1.25*n1=5*n1;
n4=50*n3=50*5*n1=250*n1;
控制部分已经采用模块化设计,而且四根罗拉的速度之间已经产生关联,因此在纺纱实验时,只需根据纺纱支数的工艺参数和纺纱的效率来决定前、中、中后和后罗拉的速度。
.png)
.png)
图1 四罗拉超大牵伸装置 图2 超大牵伸装置实物图
1、伺服电机2、齿轮箱3、齿形带轮4、同步带
5、后罗拉6、中后罗拉7、中罗拉8、前罗拉
.png)
图3 超大牵伸装置示意图
2 超大牵伸纺纱工艺分析
超大牵伸纺纱技术的工艺流程是:1采用大定量粗纱喂入细纱机,牵伸倍数可达20~250倍之间,成纱质量比普通环锭纺纱好。粗纱机的配备量大幅度下降,同等纱锭厂房面积要少,设备投资也减少了。2采用普通定量粗纱喂入细纱机,牵伸倍数达20~250倍之间,可以纺制高支纱,生产效率大幅度提高。3采用板簧摇架加压,增加对罗拉的压力,增大对须条的握持力,减少胶圈的滑溜,防止纤维的急跳、粘滑的现象。由于采用棉条喂入,没有粗纱捻度引起的纤维交叉现象,在前区中纤维平行伸直,牵伸力明显减小,双胶圈的隔距也可缩小,使牵伸区中的边缘纤维得到有效的控制。
2.1 超大牵伸与纱条不匀
在牵伸过程当中产生纱条不均匀的主要原因有两种,可归结为牵伸不匀和机械不匀。牵伸不匀一般采用“移距理论”进行阐述。牵伸倍数越大,纱线的不匀率就越高。这是因为在牵伸的过程中,浮游纤维的运动得不到控制,使纤维不能在同一点变速而引起了移距偏差,移距偏差与牵伸倍数成正比。并且传统的大牵伸装置通常采用五罗拉形式,最后一个区为牵伸准备区,两对罗拉间的牵伸倍数很小,由于受1.25的限制,牵伸速度低,容易引起纤维的急跳,而且纤维间动、静摩擦力交替变化,使纤维容易产生粘滑现象,进而引起纱条不匀,而超大牵伸装置在传统的牵伸理论的基础上已经有了突破。经研究表明,随着牵伸倍数的增大,必须要增强牵伸区中摩擦力场的强度,增强对浮游纤维运动的控制,使纤维变速点分布集中在很小的范围内。在实际纺纱过程中,必须将变速点分布前移至前罗拉钳口处附近才能尽可能的降低纱条不均匀性。机械不匀是由机械装置的误差引起的。由于牵伸倍数的增大,对罗拉的刚度,安装精度等零部件的要求非常高。以罗拉产生的机械不匀为例,产生的纱条不匀以极差系数J(%)来表示:
J(%)=I*E/L-------------------------------------------(1)
式中:I------罗拉钳口线移动距离;
E-----牵伸倍数;
L------1/2罗拉周长。
由公式(1),可得纱条机械不匀与牵伸倍数成正比,牵伸倍数越大,罗拉偏心、弯曲造成纱条的机械不匀越大,所以主牵伸区的牵伸罗拉一定要采用高精度的无机械波罗拉,其它的零件也必须是高质量的,才可能消灭机械波产生的影响。
2.2 牵伸力与握持力的关系
整个须条在牵伸过程中用于克服摩擦阻力的力称为牵伸力。随着牵伸倍数增大,相应粗纱定量增加,前区和后区摩擦力场都相应增加,这些都增大了牵伸区的牵伸力。罗拉钳口的握持力是指上胶辊与下罗拉组成的钳口对须条的动摩擦力,其大小与罗拉加压、钳口下须条的粗细和几何形状、钳口与须条的动摩擦系数及胶辊的硬度和弹性等因素有关。
牵伸理论指出:能否正确处理牵伸过程中“牵伸力与握持力”和“控制力与引导力”这两对力的关系,是超大牵伸成功能否取得成功的关键。牵伸的基本要求是:在牵伸过程中,握持力始终大于牵伸力;前罗拉的钳口线上浮游纤维的引导力必须大于控制力。由于在牵伸过程中,握持力和牵伸力都是变化的,这就要求最小握持力必须要大于最大牵伸力,一般来讲,握持力比最大牵伸力大2~3倍。也就是说牵伸力的增大时受到握持力的限制的,否则就会出现牵伸不开或者出现硬头,影响正常生产任务。
2.3 超大牵伸纺纱质量分析
超大牵伸试纺工艺:
罗拉隔距:前区43毫米,中区48毫米,后区63毫米。
皮辊加压:前罗拉19kg,中罗拉17kg,中后罗拉19kg,后罗拉19kg。
罗拉直径:前罗拉27mm,中罗拉27mm,中后罗拉27mm,后罗拉27mm。
钢领直径:42mm。
为了检验超大牵伸纺纱质量,用重定量的粗纱分别在超大牵伸和普通环锭两套系统上分别进行试纺,试纺对比效果如表1所示:
.jpg)
超大牵伸环锭纺细纱机如下图4所示。此台机器罗拉和摇架是用同和公司制造的六锭新一代无机械波罗拉和新一代的板簧摇架,锭子和钢领均采用国外进口的,能够满足高速的要求。由于车间的温度、湿度等条件都不能满足正常纺纱的要求,因此超大牵伸的纺纱质量不够理想。相对于普通环锭纺细纱机来说,只是纱线强力比较好,条干、粗节等数据不够好。
手机版

公众号

